Uneven belts tension and square xy
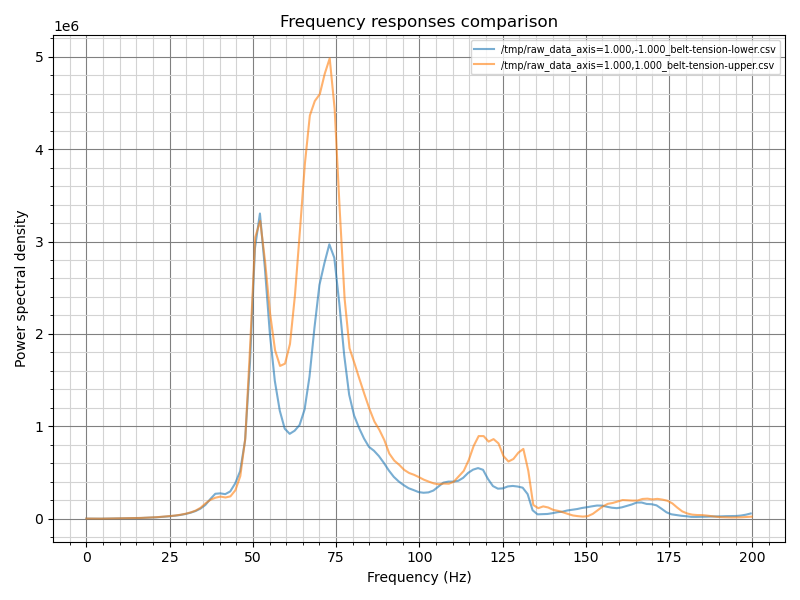
Hi. I keep struggling with un even belt tension reported by belt-tension script, but my x gantry seems to be perpendicular to y rail (checked by moving it to the front and measuring distance from extrusion by calipers)...