Manual Input Shaper Calibration Print Problems
I am following the tuning guide from RatOS documentation to calibrate a V-core 3.1 400mm printer.
Using the Manual Input Shaper instructions from the Klipper documentation here;
https://www.klipper3d.org/Resonance_Compensation.html
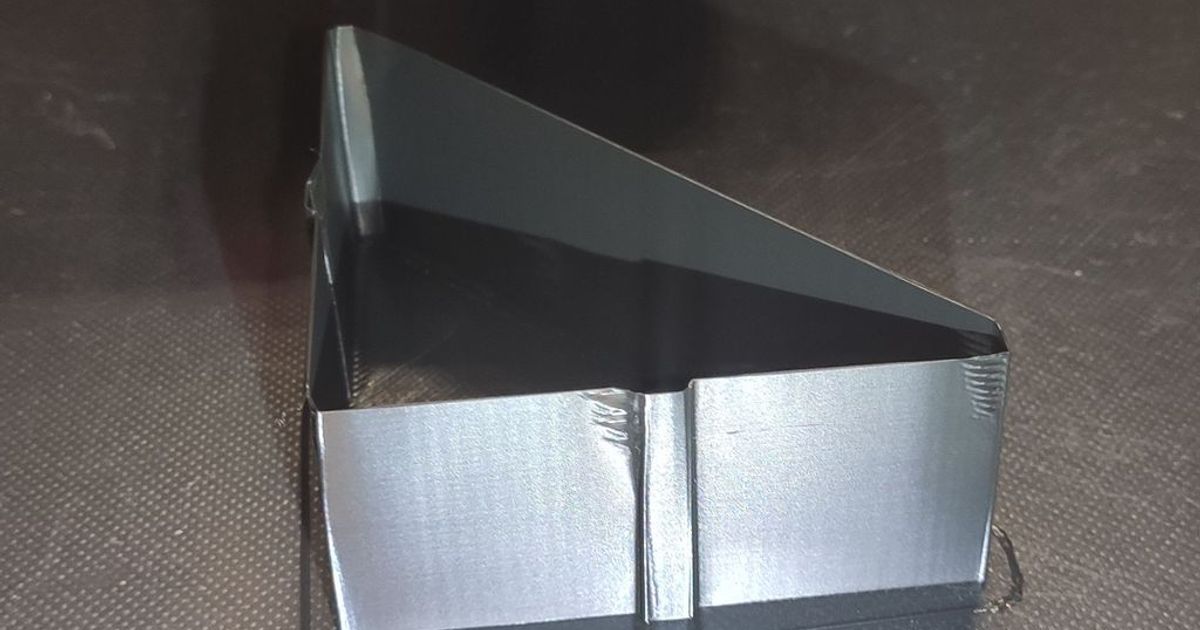
My Ringing Tower print has holes all through it. How do I go about fixing this?
Using the Manual Input Shaper instructions from the Klipper documentation here;
https://www.klipper3d.org/Resonance_Compensation.html
My Ringing Tower print has holes all through it. How do I go about fixing this?