V4 500 IDEX shitload of small crums
Overtightened my primary extruder and now molten filament is streaming down from the direction of the heatsink. IDEX and Remap toolheads to the rescue... so I thought.
A small print approx. 20min prints flawless, but as soon as I print a large model little wisps and strands appear several layers in and the situation gradually grows worse and worse. In the end I end up with an unusable print and a build plate literally filled with broken off and tossed around crums.
Included pictures:
01 Small RJ45 cap which printed flawless
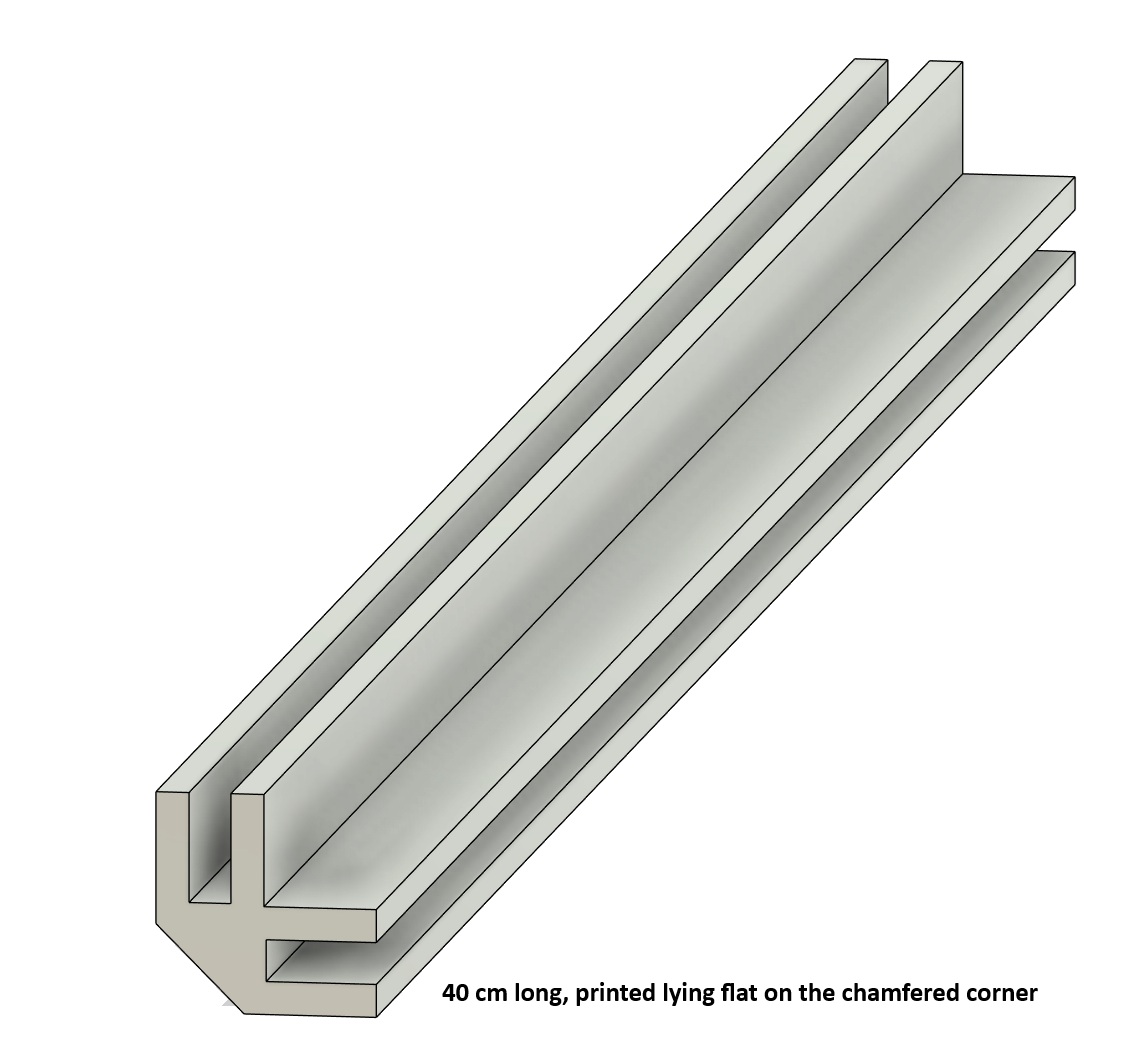
02 Large model to be printed (4 on a plate)
03 Resulting print halfway through
04 Some of the crums (microscope)
RatRig performed flawless for over 680 hours on the primary nozzle and having no clue what's causing this mess.
A small print approx. 20min prints flawless, but as soon as I print a large model little wisps and strands appear several layers in and the situation gradually grows worse and worse. In the end I end up with an unusable print and a build plate literally filled with broken off and tossed around crums.
Included pictures:
01 Small RJ45 cap which printed flawless
02 Large model to be printed (4 on a plate)
03 Resulting print halfway through
04 Some of the crums (microscope)
RatRig performed flawless for over 680 hours on the primary nozzle and having no clue what's causing this mess.



Solution
Ok, after printing a temp tower for the second hotend I upped the temperature from 210°C (best for first hotend) to 240°C (I'm printing PETG).
Now everything prints fine on the second hotend.
Which begs a new and different question...
Now everything prints fine on the second hotend.
Which begs a new and different question...
![Rat Rig Community [Unofficial] banner](https://cdn.discordapp.com/banners/582187371529764864/4ee3e42e227d6aac26f048a3e69d5924.webp?size=480)
The #1 unofficial Rat Rig Community on Discord!
14,034Members
Resources
Recent Announcements
Similar Threads
Was this page helpful?